روتاری مولدینگ چیست
روتاری مولدینگ یا قالب گیری چرخشی به دو روش به نام های Rotomolding , Rotocasting شناخته می شود. این روش، فرآیندی برای تولید قطعات پلاستیکی تو خالی است. قالب گیری چرخشی مزایای ویژه ای از جمله میزان کم تنش های پس ماند و قالب های نسبتاً ارزان را دارا است. علاوه بر این از نظر تولید قطعات یک تکه، توخالی و بزرگ (بزرگ تر از ۲ متر مکعب) رقبای کمی در برابر این روش وجود دارد. این روش بیشتر برای تولید مخازن شناخته شده است اما می تواند برای تولید محصولات پزشکی پیچیده، اسباب بازی ها و دیگر وسایل بکار رود.
تعریف ساده تر از روتاری مولدینگ یا همان قالب گیری دورانی
به عبارت دیگر قالبگبری دورانی یکی از روش های تولید قطعات پلاستیکی است. از قالب گیری دورانی برای تولید قطعات تو خالی , در شکل ها و اندازه های مختلف نظیر مخازن مایعات، سطل ظرف های زباله، توپ فوتبال، کلاه ایمنی و حتی بدنه ی قایق استفاده می شود. قالب گیری دورانی Rotational molding یا قالب گیری چرخشی به اسامی rotomolding, rotocasting و spin casting نیز نامیده می شود.
روتاری مولدینگ در صنعت پلی اتیلن
تولید انواع قطعات یکپارچه (روتاری مولدینگ) – انواع مخازن پلی اتیلن که جهت نگهداری آب و مواد شیمیایی تولید می گردند – انواع علائم هشدار دهنده پلی اتیلنی راهنمایی و رانندگی – تولید انواع منهول های پلی اتیلنی و به صورت آماده جهت نصب در محل از قطر 600 میلیمتر الی 1200 میلیمتر و با ارتفاعهای متفاوت ( در صورت درخواست مشتری امکان تولید منهول با قطرهای بالاتر به صورت سفارشی امکان پذیر میباشد ) علاوه براین روتاری مولدینگ جهت تولید انواع مخازن پلی اتیلنی جهت نگهداری آب بکار گرفته می شود و مواد شیمیایی تولید انواع علائم هشدار دهنده راهنمایی و رانندگی (پلی اتیلنی) این شرکت با دارا بودن آسیاب میکرونیزه با سرند مخصوص جهت تولید پودر از مواد پلی اتیلن از سایز 300 تا 1200 میکرون ، توان ارائه خدمات را دارد.

پلی اتیلن در روتاری مولدینگ
ﻋﺮوﺳﮏﻫﺎی ﻣﯿﮑﯽ ﻣﻮس ﮐﻤﭙﺎﻧﯽ دﯾﺰﻧﯽ در ﺳﺎل 1953 ﻣـﯿﻼدی از اوﻟﯿﻦ ﻣﺤﺼﻮﻻت ﭘﻠﯽاﺗﯿﻠﻨﯽ ﺑﻮدﻧﺪ ﮐﻪ ﺑﻪ روش ﻗﺎﻟﺐﮔﯿﺮی دوراﻧﯽ ﺗﻮﻟﯿﺪ ﺷﺪﻧﺪ. اﯾﻦ روش ﺗﻮﻟﯿﺪ ﭘﻮدر ﭼﻨﺪان ﮐﺎرآﻣﺪ ﻧﺒﻮد ﺗﺎ اﯾﻦﮐﻪ در ﺳﺎل 1955 ﻣﯿﻼدی آﺳﯿﺎبﻫﺎی ﺷـﺮﮐﺖ ﭘـﺎﻟﻤﻦ ﺑـﻪ ﺑـﺎزار وارد ﺷﺪﻧﺪ. اﯾﻦ آﺳﯿﺎبﻫﺎ ﻗﺎﺑﻠﯿﺖ ﺗﻮﻟﯿﺪ ﭘﻮدرﻫﺎی رﯾﺰ و ﯾﮑﻨﻮاﺧﺖ از اﻧﻮاع ﭘﻼﺳﺘﯿﮏﻫﺎ ﺑﺎ دﻣـﺎی ﻧﺮمﺷﻮﻧﺪﮔﯽ ﭘﺎﯾﯿﻦ را داﺷﺘﻨﺪ. ﺗﻮﻟﯿﺪ ﭘﻮدر ﭘﻠﯽاﺗﯿﻠﻦ ﺑﺎ ﻣﻘﺎوﻣﺖ ﺷﯿﻤﯿﺎﯾﯽ ﺑﺎﻻ و ﻗﯿﻤﺖ ﻧﺴﺒﯽ ﭘﺎﯾﯿﻦ، ﺗﺤﻮﻟﯽ در ﺗﻮﻟﯿﺪ اﻧﻮاع ﻣﺨﺎزن ذﺧﯿﺮه و ﺣﻤﻞ و ﻧﻘﻞ ﭘﻼﺳﺘﯿﮑﯽ ﺑـﻪ وﺟـﻮد آورد. ﺗﻮﻟﯿـﺪ اﻧﺒـﻮه و ﺗﺠﺎري ﭘﻮدر ﭘﻠﯽاﺗﯿﻠﻦ وﯾﮋه ﻓﺮآﯾﻨﺪ ﻗﺎﻟﺐﮔﯿﺮي دوراﻧﯽ در ﺳـﺎل 1961 ﻣـﯿﻼدي ﺗﻮﺳـﻂ ﺷـﺮﮐﺖ ﺻﻨﺎﯾﻊ ﺷﯿﻤﯿﺎﯾﯽ اﯾﺎﻻت ﻣﺘﺤﺪه آﻏﺎز ﮔﺮدﯾﺪ. در ﺳﺎلﻫﺎی اوﻟﯿﻪ، ﭘﻠﯽاﺗﯿﻠﻦ ﮔﺮﯾﺪ ﺗﺰرﯾﻘﯽ ﺑﺮای اﯾﻦ ﻓﺮآﯾﻨﺪ اﺳﺘﻔﺎده ﻣـﯽﺷـﺪ. اﻣـﺎ ﺑـﻪ زودی رﻗﺎﺑﺖ ﻣﯿﺎن ﺗﺎﻣﯿﻦ ﮐﻨﻨﺪﮔﺎن ﻣﻮاد اوﻟﯿﻪ ﺟﻬﺖ ﺗﻮﻟﯿﺪ ﮔﺮﯾﺪﻫﺎی ﺧﺎص اﯾﻦ ﻓﺮآﯾﻨﺪ ﺷـﺮوع ﺷـﺪ.
ﺑـﺎ وﺟﻮد اﯾﻦ ﮐﻪ ﭘﻠﯽاﺗﯿﻠﻦ ﺑﺮای ﺗﻤﺎس ﺑﺎ ﺑﻌﻀـﯽ از ﻫﯿـﺪروﮐﺮﺑﻦﻫـﺎی آروﻣـﺎﺗﯿﮑﯽ ﻣﺜـﻞ ﻓـﻮران و ﭘﯿﺮﯾﺪﯾﻦ و ﻫﯿﺪروﮐﺮﺑﻦﻫﺎی ﻫﺎﻟﻮژﻧﻪ ﻣﺎﻧﻨﺪ آﻟﮑﯿﻞ ﻫﺎﻟﯿﺪﻫﺎ و آرﯾﻞ ﻫﺎﻟﯿﺪﻫﺎ ﻣﻨﺎﺳﺐ ﻧﺒﻮد، ﻫﻢﭼﻨـﺎن ﺑﺎزار ﺗﻮﻟﯿﺪ ﻣﺨﺎزن ﮐﻮﭼﮏ و ﻣﺘﻮﺳﻂ از آن، رو ﺑﻪ ﮔﺴـﺘﺮش ﺑـﻮد. اﻣـﺎ اﯾـﻦ ﺿـﻌﻒ ﭘﻠـﯽاﺗـﯿﻠﻦ، ﺗﻔﮑﺮی را در ذﻫﻦ ﭘﮋوﻫﺶﮔﺮان ﭘﻠﯿﻤﺮ در ﺧﺼﻮص رﻓﻊ آن اﯾﺠﺎد ﮐﺮد. ﻫﻢﭼﻨﺎن ﭘﮋوﻫﺶﻫـﺎ ﺟﻬـﺖ ﯾـﺎﻓﺘﻦ ﻣـﺎدهای ﺑـﺎ ﺧﻮاص ﺑﻬﺘﺮ اداﻣﻪ داﺷﺖ. ﺗﺎ اﯾﻦﮐﻪ در ﺳﺎل 1970 ﻣﯿﻼدي ﭘﻠﯽاﺗﯿﻠﻦ ﺷﺒﮑﻪای ﺷـﺪه ﺑـﻪ ﻣﻨﻈـﻮر ﺑﻬﺒﻮد ﺧﻮاص ﺷﯿﻤﯿﺎﯾﯽ، ﮔﺮﻣﺎﯾﯽ و ﻣﻘﺎوﻣـﺖ ﺿـﺮﺑﻪ در دﻣـﺎی ﭘـﺎﯾﯿﻦ ﺗﻮﺳـﻂ ﺷـﺮﮐﺖ ﺷـﯿﻤﯿﺎﯾﯽ ﻓﯿﻠﯿﭙﺲ ﺑﻪ ﺑﺎزار ﻋﺮﺿﻪ ﮔﺮدﯾﺪ دﻫﻪ 1980 ﻣﯿﻼدی دﻫﻪ ﺗﻐﯿﯿﺮات ﺷﮕﺮف در ﺻﻨﻌﺖ ﻗﺎﻟﺐﮔﯿﺮی دوراﻧﯽ ﺑـﻮد. از ﻣﻬـﻢﺗـﺮﯾﻦ وﻗﺎﯾﻊ اﯾﻦ دﻫﻪ، ﻣﻌﺮﻓﯽ ﭘﻠﯽاﺗﯿﻠﻦ ﺧﻄﯽ ﺑﺎ داﻧﺴﯿﺘﻪ ﭘﺎﯾﯿﻦ ﺗﻮﺳﻂ ﮐﻤﭙﺎﻧﯽ دوﭘﻮﻧﺖ در آﻣﺮﯾﮑـﺎ ﺑـﻮد. اﯾﻦ ﻣﺎده ﺑﻪ ﺳﺮﻋﺖ ﺑﻪ راﯾﺞﺗـﺮﯾﻦ ﻣـﺎده در ﻓﺮآﯾﻨـﺪ ﻗﺎﻟـﺐﮔﯿـﺮی دوراﻧـﯽ ﺗﺒـﺪﯾﻞ ﺷـﺪ.

فرایند قالب گیری دورانی یا چرخشی
اساس این فرایند شامل وارد کردن مقدار مشخصی از پلاستیک به صورت پودر، دانه به قالب توخالی و پوسته مانند است. قالب حول دو محور اصلی با سرعت های نسبتاً کم چرخیده یا لرزانده می شود. پلاستیک درون قالب به دیوار چسبیده و یک لایه را بر سطح قالب ایجاد می کند. چرخش قالب در حین مرحله سرمایش نیز ادامه پیدا می کند تا پلاستیک شکل مطلوبش را بگیرد و جامد شود. هنگامی که پلاستیک به اندازه کافی سخت شد، سرمایش و چرخش متوقف شده تا قطعه پلاستیکی را از قالب خارج کنند. در این مرحله، چرخه فرایند دوباره تکرار می شود. این روش با قالب گیری گریزانشی به دلیل سرعت های پایین چرخش (۴ تا ۲۰ دور در دقیقه) متفاوت است.
در حال حاضر، پلی اتیلن در بسیاری از انواع آن، حدود ۸۵ تا ۹۰ درصد بسپارهای مورد استفاده در قالب گیری چرخشی را شامل می شود. گونه های شبکه ای شده پلی اتیلن نیز در قالب گیری چرخشی استفاده می شوند. نرماسل PVC نیز حدود ۱۲ درصد مصرف جهانی را در بر می گیرد.
مزایای روتاری مولدینگ

به دلیل عدم وجود فشار، قالب ها معمولاً دیواره های نازک دارند و به همین دلیل هزینه تولید آنها نسبتاً پایین است. دستگاه های جدید با چند بازو، امکان تولید با استفاده از قالب های مختلف با شکل ها و اندازه های مختلف را به طور هم زمان می دهند. با طراحی مناسب قالب می توان قطعات پیچیده ای را که تولید آن با روش های دیگر مشکل یا غیرممکن است مانند جعبه های دو جداره با پنج وجه را تولید کرد. با کنترل فرایند صحیح و طراحی قالب مناسب، ضخامت دیواره قطعات بدست آمده با روش های قالب گیری چرخشی بر خلاف قالب گیری دمشی یا گرما شکل دهی دو صفحه ای، کاملاً یکنواخت خواهد بود. علاوه بر آن محصولات تولیدی عاری از نقطه و خط و جوش خواهد بود و نیازی به عملیات تکمیلی ندارد.
معایب روتاری مولدینگ
این روش دارای معایبی به شرح زیر است: زمان تولید بالا، امکان انتخاب محدود مواد مورد استفاده، هزینه بالای مواد به دلیل استفاده از افزودنی های خاص، همچنین استفاده از مادهٔ پودر شده و مشکل بودن قالب گیری بعضی از شکل ها.
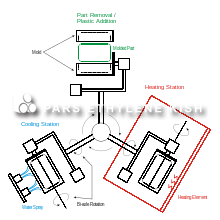
مراحل قالبگیری دورانی

فرایند با قالب بسته ای که از مقدار معینی پودر یا مایع پلاستیک گرما نرم پر شده است، آغاز می شود. قالب ها یا پیش گرم شده اند و یا در یک کوره قرار داده می شوند و همزمان حول دو محور متعامد می چرخند. در بعضی گونه ها قالب حول یک محور می چرخد و حول محور دیگر کج می شود یا نوسان می کند. در هر صورت ماده ی مذاب، به صورت لایه ای یکنواخت روی تمام سطح قالب پخش می شود.
در مرحله ی بعدی قالب به منطقه ی سرد شدن منتقل می شود که در آن حین حرکت، از آب یا هوا برای کاهش تدریجی دما استفاده می شود.
پس از انجماد ماده، قالب باز شده و قطعه ی تو خالی از آن خارج می شود.
کاربردهای قالبگیری دورانی
گرچه بیش از ۵۰ سال از عمر قالب گیری چرخشی می گذرد، ولی تا کنون فقط مورد توجه بازارهای نسبتا معدودی قرار گرفته است. مخازن آب و مواد شیمیایی، جعبه ابزار، و محفظه های زباله از عمده ترین محصولات این روش هستند. پیشرفت های تکنولوژیکی اخیر با بهبود قابلیت های این روش در شرایط مواد، نرخ تولید و کیفیت محصول، دریچه هایی نو در ایجاد محصولات جدید گشوده است.هیچ کدام از سایر روش ها در تولید محصولات بزرگ، ضخیم، تو خالی و دهانه دار با روش قالب گیری چرخشی برابری نمی کنند. انعطاف پذیری این روش، یک مزیت عمده در ساخت محصولاتی با شکل و اندازه های متنوع است. همچنین این روش برای تولید با تیراژ پایین مناسب است.
سرسره ی بازی نمونه ای از کاربردهای قالب گیری دورانی

ظروف زباله ساخته شده به روش قالب گیری دورانی

کاربرد قالبگیری دورانی در لوازم منزل

نمونه ای از کاربرد روش قالبگیری دورانی در صنعت

قالب گیری دورانی و مبلمان شهری و آتار هنری

قالب گیری چرخشی، برخی از قابلیت های مشابه قالبگیری دمشی و شکل دهی گرمایی ورقه دو قلو را دارد، ضمن آنکه قادر است محصولات توخالی، دوجداره و با اشکال کشیده شده را تولید نماید.نسبت به روش های قالب گیری دمشی و شکل دهی گرمایی دو قلو، با استفاده از روش قالب گیری چرخشی میتوان توزیع یکنواخت تری در ضخامت دیواره ها ایجاد کرد و محصولات بزرگتری را تولید کرد. علاوه بر این، شکل های پیچیده تری با استفاده از این روش قابلیت تولید دارند. در مقایسه با قالبگیری تزریقی، قالب گیری چرخشی مزایای عمده ای در تولید محصولات خیلی بزرگ، پیچیده و توخالی و با هزینه کمتر برای قالب دارد.
از دیدگاه اقتصادی قالبگیری چرخشی به نحو ایده ال برای تولید با تیراژ پایین و قطعات خیلی بزرگ و پیچیده، مناسب است. همچنان که پیشرفت و ترقی در تکنولوژی مواد ادامه می یابد، رشد قابلیت های عملکردی قالبگیری چرخشی نیز تداوم می یابد.بکارگیری این روش در بازارهای جدید، در حال توسعه است که در مجموع منجر به رشد قابل توجه کاربرد این روش می گردد..




{kind=link}
{kind=link}
{kind=link}
{kind=link}